WP2 - Requirements Synthesis and Core Concept Generation
Market survey carried out to identify commercially available 'trapped tooling' options for production of hollow aircraft composite part
Selection criteria defined. General characteristics of the dry fibre, resin material, and process requirements (7 Bars RTM injection pressure, 180°C curing temperature) agreed upon.
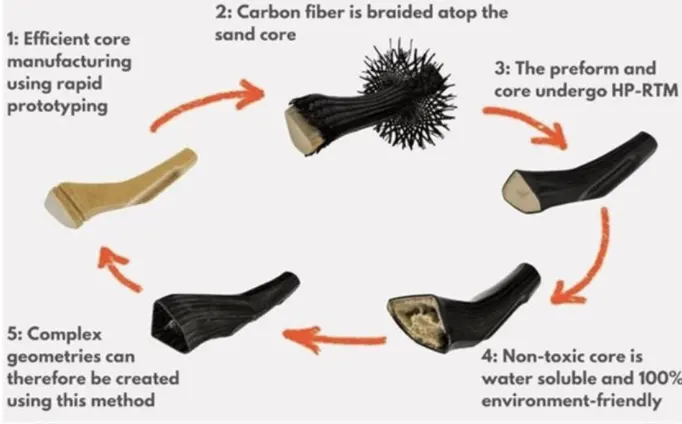
Among the candidate 'trapped tooling' internal core materials investigated in the market survey, a suitable material conforming to the selection criteria was identified. "Cavuscore", a castable water-soluble mandrel composed of bauxite or glass beads matrix with polymer binder was selected, in particular due to its resistance to high injection pressures.
Various options for sealing the water-soluble mandrel, to best prevent resin infiltration during RTM investigated.
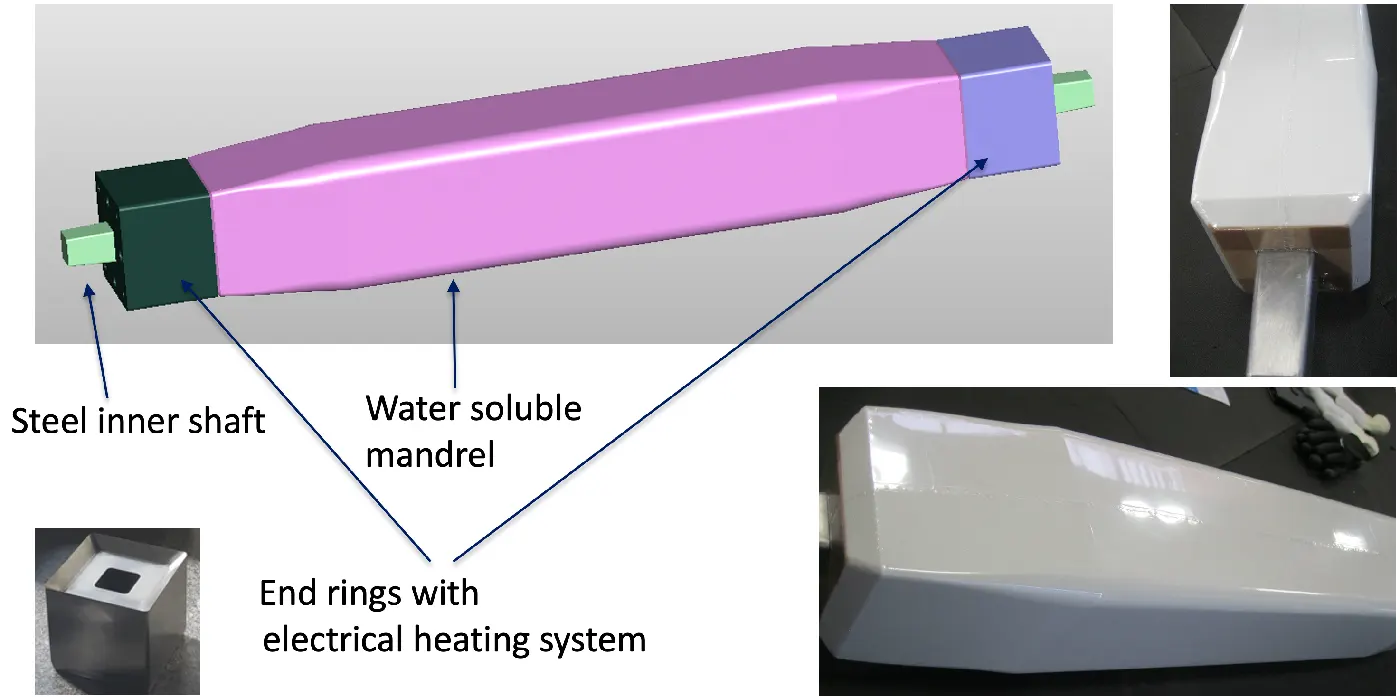
Integrated internal heating concepts identified to help ensure complete curing of thicker sections of the CFRP part
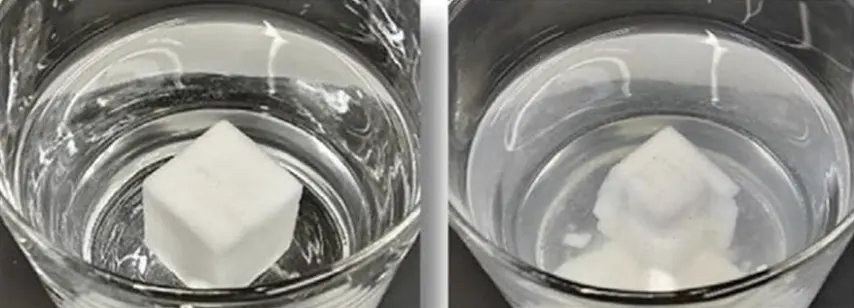
Example of "Cavuscore" process, and dissoluton of "Cavuscore" mandrel in water
WP3 - Design of demonstrator part, complex cores, and RTM tool
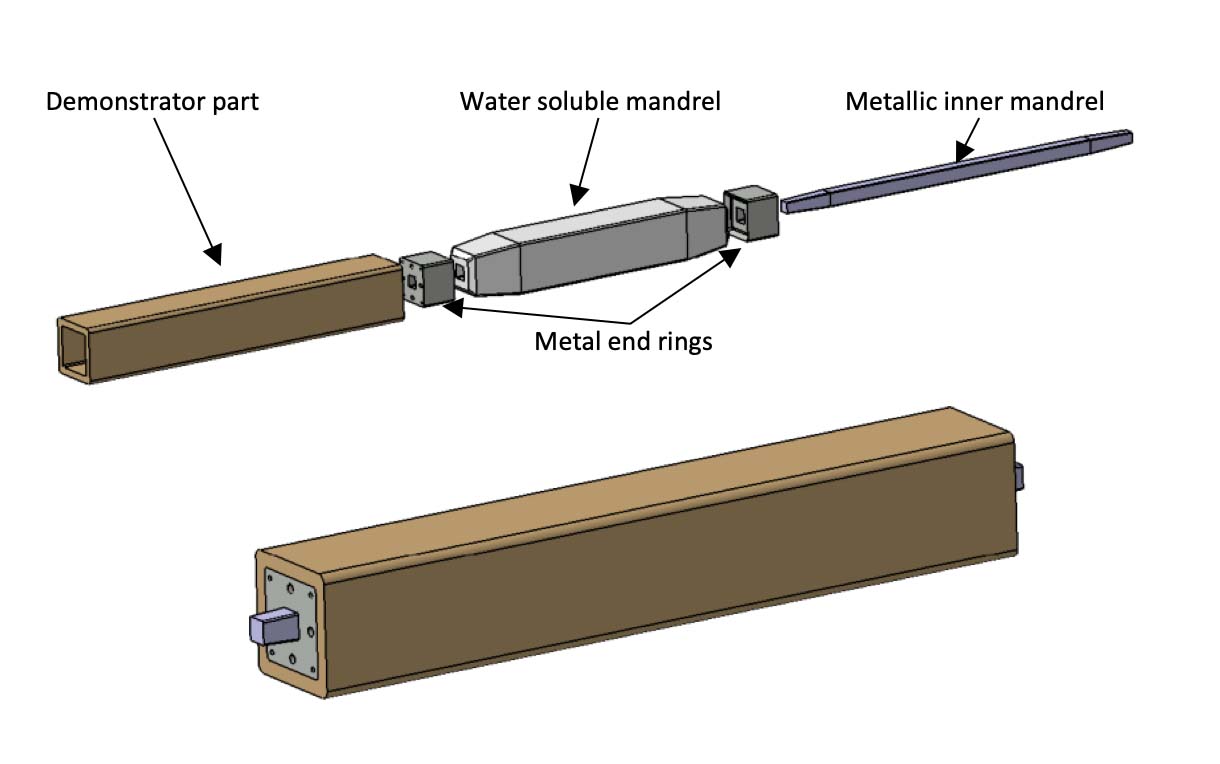
A CFRP demonstrator part to be manufactured by RTM was designed, based on the geometry of a cross beam landing gear part, with internal cavity, complex geometry, and a variable wall thickness of 6-20 mm.
A hybrid internal mandrel was designed, consisting of a water-soluble "Cavuscore" mandrel mounted on an internal metal shaft, to create the hollow internal geometry of the demonstrator part.
Polymer heatshrink tube was selected as the material of choice for sealing the water-soluble mandrel.
Included in the design are metallic end rings, to be removed after curing to allow water access to the water-soluble mandrel
An RTM tool was designed and manufactured to meet the part design and process requirements.
Design of demonstrator part & complex cores
WP4 - RTM core manufacturing, tool procurement, and preform manufacturing
• Production of metal mandrels and casting of water-soluble mandrel for producing hollow demonstrator part's complex internal geometry
Production of RTM tool
Production of test parts, followed by QA testing
Final adjustments to RTM tool
WP5 - RTM core test and demonstration
Production of Proof of Concept parts, with and without the application of localised internal heating, plus final demonstrator part
QA testing
WP6 - Test and demonstration reporting
Documentation of final results, analysis, and conclusions